激光錫焊
激光錫焊溫控測溫范圍及關鍵影響因素
激光錫焊的溫控與測溫范圍是保障焊接質(zhì)量的核心參數(shù),其設置需精準匹配焊料特性、工件材質(zhì)及工藝需求。合理的溫度區(qū)間控制既能確保焊錫充分熔化浸潤,又能避免基材過熱損傷,是精密電子制造中不可或缺的工藝指標。
一、激光錫焊的核心溫控測溫范圍
激光錫焊的典型溫控與測溫覆蓋范圍為 -40℃~500℃,實際應用中根據(jù)工藝階段和焊接需求,可劃分為三個關鍵區(qū)間,各區(qū)間的溫度控制目標與作用明確:
1. 預熱階段:80℃~150℃
預熱是焊接前的關鍵準備環(huán)節(jié),溫度需穩(wěn)定控制在 80℃~150℃。此階段的核心作用是通過溫和加熱去除焊區(qū)表面的水分、油污等雜質(zhì)(水分在 100℃左右蒸發(fā),有機物在 120℃~150℃分解),同時激活助焊劑的活性成分(多數(shù)助焊劑在 120℃以上開始發(fā)揮作用),為后續(xù)焊接創(chuàng)造潔凈界面,避免焊接時因雜質(zhì)揮發(fā)產(chǎn)生飛濺、氣泡等缺陷。
預熱溫度需嚴格控制,低于 80℃則雜質(zhì)去除不徹底,高于 150℃可能導致助焊劑提前失效(活性成分揮發(fā)),尤其對免清洗助焊劑而言,過度預熱會降低其抗氧化能力。

2. 焊接階段:183℃~300℃
焊接階段是溫度控制的核心區(qū)間,需根據(jù)焊料類型精準設定,確保焊錫完全熔化且與工件形成可靠冶金結合:
傳統(tǒng)錫鉛焊料(如 Sn63Pb37)的共晶點為 183℃,焊接溫度需高于熔點 30℃~50℃,通常控制在 210℃~230℃,此時焊錫流動性最佳,能充分填充焊點間隙;
無鉛焊料(如 SAC305.錫 - 3% 銀 - 0.5% 銅)熔點為 217℃,焊接溫度需提升至 240℃~280℃,通過更高溫度補償無鉛焊料流動性較差的特性(無鉛焊料的表面張力比錫鉛焊料高約 15%);
高溫錫料(如 SnSb10.錫 - 10% 銻)熔點達 232℃,適用于高溫環(huán)境(如汽車發(fā)動機艙電子元件),焊接溫度需控制在 260℃~300℃,以確保在厚銅件等高熱容場景中實現(xiàn)有效浸潤。
此區(qū)間的溫度波動需嚴格限制在 ±5℃以內(nèi)(精密電子焊接要求 ±2℃),否則會導致焊點強度偏差過大:溫度偏低易出現(xiàn)虛焊(焊錫未完全熔化),偏高則可能引發(fā)焊錫氧化(生成 SnO?脆化層)或工件熱損傷。
3. 特殊場景高溫輔助:300℃~500℃
在部分特殊焊接場景中,需短暫使用 300℃~500℃的高溫:
大尺寸焊點(如直徑>3mm 的銅端子)或厚基材(如 1mm 以上黃銅板)焊接時,因熱容量大、散熱快,需通過 300℃~400℃的高溫快速建立熔池,避免焊錫在凝固前因熱量不足導致填充不充分;
異種材料焊接(如銅與不銹鋼)時,需通過 350℃~500℃高溫破除不銹鋼表面的氧化層(Cr?O?),確保焊錫浸潤。
但高溫輔助需嚴格控制時間(通常≤50ms),且溫度不得超過工件耐受上限(PCB 基材耐受溫度≤350℃,塑料件≤200℃),否則會導致基材碳化、引腳氧化脆化等不可逆損傷。
二、影響溫控測溫范圍的關鍵因素
激光錫焊的溫度范圍并非固定值,需根據(jù)焊料類型、工件特性及測溫方式靈活調(diào)整,以下是三大核心影響因素:
1. 焊料類型決定溫度下限
不同焊料的熔點差異直接劃定了焊接溫度的最低閾值,是溫度設置的基礎依據(jù):
| 焊料類型 | 熔點(℃) | 推薦焊接溫度(℃) | 典型應用場景 |
|---|---|---|---|
| Sn63Pb37(共晶) | 183 | 210~230 | 傳統(tǒng)消費電子、非高溫場景 |
| SAC305(無鉛) | 217 | 240~280 | 智能手機、醫(yī)療設備等無鉛要求領域 |
| SnSb10(高溫) | 232 | 260~300 | 汽車發(fā)動機艙、工業(yè)控制模塊 |
| SnBi35(低溫) | 138 | 160~180 | 熱敏元件(如 MEMS 傳感器) |
低溫錫料(如 SnBi35)的焊接溫度可低至 160℃,但需注意其強度較低(剪切強度約 30MPa),僅適用于低應力場景;而高溫錫料的焊接溫度需相應提高,以匹配其高熔點特性。
2. 工件材質(zhì)與尺寸影響溫度上限
工件的導熱性、厚度及耐熱性決定了溫度的安全上限:
高導熱材料(如銅、鋁)散熱快,需更高溫度補償熱量損失(例如 0.5mm 厚銅板的焊接溫度比同尺寸 PCB 焊盤高 20℃~30℃);
細小精密件(如 0.1mm 直徑的漆包線、芯片引腳)耐熱性差,溫度需嚴格限制在 300℃以內(nèi),否則會導致導線熔斷或芯片內(nèi)部電路損壞;
脆性材料(如陶瓷基板、玻璃纖維)對溫度波動敏感,溫度超過 350℃可能出現(xiàn)裂紋,需通過脈沖加熱(短時間高溫)減少熱積累。
3. 測溫方式影響范圍與精度
不同測溫技術的覆蓋范圍和適用場景存在差異,直接影響溫度控制的準確性:
紅外測溫(非接觸式):覆蓋范圍廣(-50℃~1000℃),響應速度快(微秒級),適合監(jiān)測焊點表面溫度,但受表面反射率影響(金屬表面反射率高時需涂覆高溫黑漆校準);
熱電偶測溫(接觸式):精度高(誤差 ±1℃),范圍寬(-200℃~1800℃),適合測量焊盤附近基材溫度,但響應速度較慢(毫秒級),且機械接觸可能干擾焊接過程;
光譜測溫(非接觸式):通過分析熔池等離子體光譜推算溫度,適用于高溫場景(300℃~2000℃),可避免激光反射干擾,常用于厚金屬焊接。
三、激光錫焊溫控的核心要求
為確保焊接質(zhì)量穩(wěn)定,激光錫焊的溫度控制需滿足三大要求:
精度控制:精密電子焊接(如傳感器、射頻模塊)的溫度波動需≤±2℃,普通場景≤±5℃,避免因溫度偏差導致焊點強度不一致;
動態(tài)響應:激光加熱速度快(毫秒級),溫控系統(tǒng)需具備 1kHz 以上的采樣頻率和≤1ms 的調(diào)節(jié)延遲,防止溫度過沖(超過目標值 10℃以上);
安全冗余:設置溫度上限保護(如 PCB 焊接≤350℃,塑料件附近≤200℃),當檢測到溫度超標時立即切斷激光輸出,避免基材損傷。
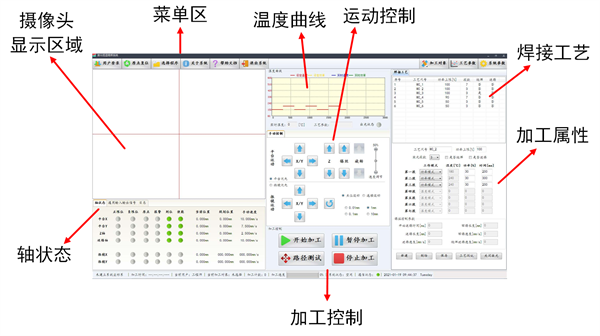
松盛光電激光錫焊溫控技術的應用實踐
松盛光電激光錫球焊錫機通過多傳感融合溫控系統(tǒng)實現(xiàn)精準溫度管理:
采用紅外測溫(范圍 - 40℃~500℃)與熱電偶測溫(范圍 0℃~400℃)雙重監(jiān)測,紅外實時捕捉焊點表面溫度,熱電偶同步反饋基材溫度,確保全區(qū)域溫度可控;
針對高導熱工件(如銅端子),通過 “能量預補償” 技術提前提升激光功率,確保溫度快速達到目標值,同時將高溫持續(xù)時間控制在 30ms 以內(nèi),避免過熱。
該系統(tǒng)在 0.2mm 間距 PCB 焊盤焊接中,溫度波動控制在 ±1.5℃,焊點良率達 99.7%;在 0.08mm 漆包線焊接中,通過精準溫控將熱影響區(qū)控制在 0.1mm2 以內(nèi),導線斷裂率降至 0.3% 以下,充分驗證了溫控技術對焊接質(zhì)量的關鍵支撐作用。
激光錫焊的溫控測溫范圍需在核心區(qū)間(183℃~300℃) 內(nèi)靈活調(diào)整,兼顧焊料熔化需求與工件保護,同時依賴高精度測溫技術與動態(tài)調(diào)節(jié)算法,才能實現(xiàn)穩(wěn)定可靠的焊接效果。在實際應用中,需結合具體產(chǎn)品特性(如焊料、工件材質(zhì)、焊點尺寸)進行參數(shù)優(yōu)化,必要時可借助專業(yè)設備廠商的工藝支持,確保溫度控制與生產(chǎn)需求精準匹配。


